")
")
L’amélioration de la performance, l’optimisation de la production sont des objectifs majeurs du MES. Toutes les fonctions du MES sont importantes, d’où d’ailleurs la notion de système, mais c’est souvent vers l’analyse de la performance, et en particulier le TRS, que les industriels se tournent en premier lieu. C’est une évidence : pouvoir améliorer la performance c’est d’abord pouvoir la mesurer !
Aussi c’est souvent de cette fonction que les industriels attendent le retour sur investissement le plus rapide de la mise en place d’un MES. C’est tout à fait justifié, à condition de ne pas donner à l’analyse de performance un sens trop strict, ce que nous allons voir dans la suite.
Mais n’anticipons pas trop…
Quand on parle d’analyse de performance, on parle d’indicateurs de performance, les KPI ou Key Performance Indicators en anglais, et très rapidement on en vient au TRS (OEE en anglais), indicateurs tellement mis en avant que l’on peut avoir l’impression que l’analyse de performance se limite au calcul du TRS, voire même que le MES tout entier revient à la mise en place et au suivi de cet indicateur.
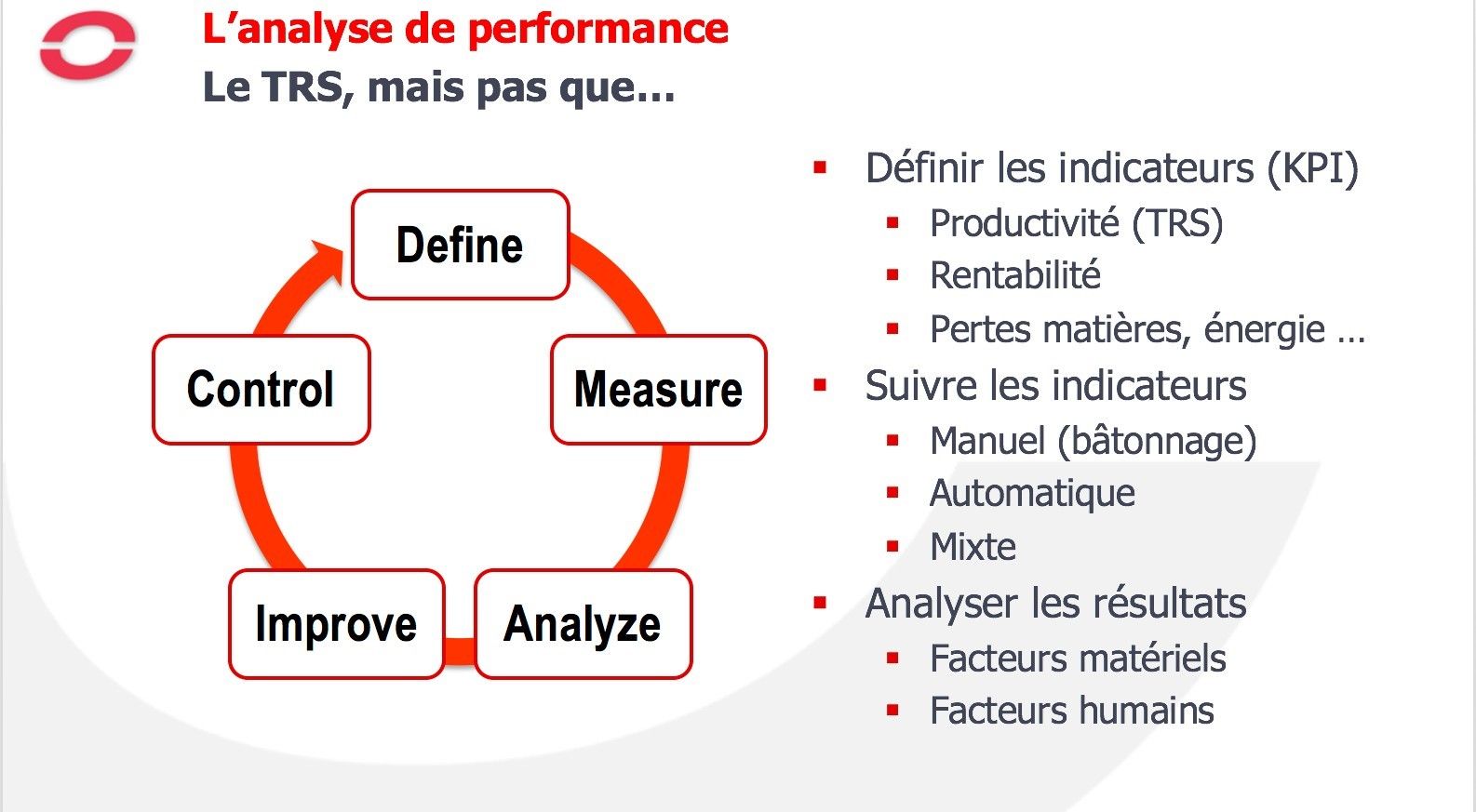
En fait, l’amélioration de la performance, très liée à l’amélioration continue, est une démarche dans laquelle s’inscrit le MES tout entier. Une façon simple de la décrire est le modèle DMAIC :
- Définir des indicateurs et des objectifs
- les Mesurer
- Analyser les causes
- Improve, soit Améliorer ou Innover si l’on veut garder l’initiale
- Contrôler ou piloter le procéder en fonction de ces améliorations
Et le cycle peut être réitéré : il s’agit d’une démarche d’amélioration continue, mise en avant dans les méthodes 6 sigma ou les démarches TPM (Total Productive Maintenance).
Dans ce cycle, l’analyse de performance va couvrir essentiellement les trois premières étapes, les deux autres étapes vont plus faire appel à la créativité de l’équipe de production, au management et à l’organisation.
Revenons donc sur ces trois premières étapes.
Tout d’abord, définir les indicateurs et les objectifs. Ces indicateurs peuvent être des indicateurs de productivité, comme le célèbre TRS, des indicateurs de rentabilité, des indicateurs sur les consommations, l’énergie, ou même des indicateurs environnementaux.
Il va falloir ensuite suivre ces indicateurs, soit manuellement (ce que l’on appelle le bâtonnage), de manière automatique ou de façon mixte.
Ensuite, il faudra analyser les résultats, en tenant compte à la fois des facteurs matériels et des facteurs humains.
Pour illustrer la démarche d’analyse de performance, nous allons prendre l’exemple du TRS, indicateur phare de la productivité. Mais tout d’abord, pourquoi le TRS est-il autant mis en avant ?
Une des raisons du succès du TRS est la simplicité. Nous verrons qu’il s’agit d’un indicateur relativement simple à comprendre et à mesurer.
Une seconde caractéristique du TRS, peut-être la plus importante, est qu’il est indépendant de l’industrie et de son niveau d’activité. Sa définition a un sens pour toute industrie. Mais le TRS va plus loin : des indicateurs qui s’exprimeraient en tonnes (corrigées ou non), en nombre de produits/heure, etc., ne permettraient pas de comparer aisément deux usines ou même deux lignes de production. Le TRS s’exprime en pourcentage et permet donc la comparaison des lignes de production, des ateliers ou des usines, même si leur niveau de production est différent.
Un point qui plait beaucoup aux gestionnaires ou au management, il s’agit d’un indicateur synthétique. TRS signifie d’ailleurs Taux de Rendement Synthétique (en anglais OEE signifie Overall Equipment Efficiency). En un seul chiffre on peut caractériser la productivité d’une ligne ! En même temps, le TRS est de fait la conjonction de plusieurs indicateurs, qui vont permettre d’analyser la productivité suivant différents axes : le taux de disponibilité, le taux d’efficacité, et le taux de qualité.
Un autre élément est que les données collectées pour le calcul du TRS permettent généralement le calcul d’autres indicateurs connexes intéressants comme le TRG (Taux de Rendement Global), le TRE (Taux de Rendement Economique) ou des indicateurs liés à la maintenance comme le MTBF (temps moyen de bon fonctionnement) et le MTTR (temps moyen de réparation).
Le TRS est également un indicateur normalisé. A l’origine norme française, elle a été étendue au niveau européen. Même s’il n’est pas normalisé au niveau international, l’OEE est aussi utilisé mondialement.
Le TRS est aujourd’hui largement diffusé et connu des industriels, et le succès engendre le succès. Les industriels qui souhaitent améliorer leur performance cherchent naturellement des points de repères et le TRS est une très bonne façon de commencer.
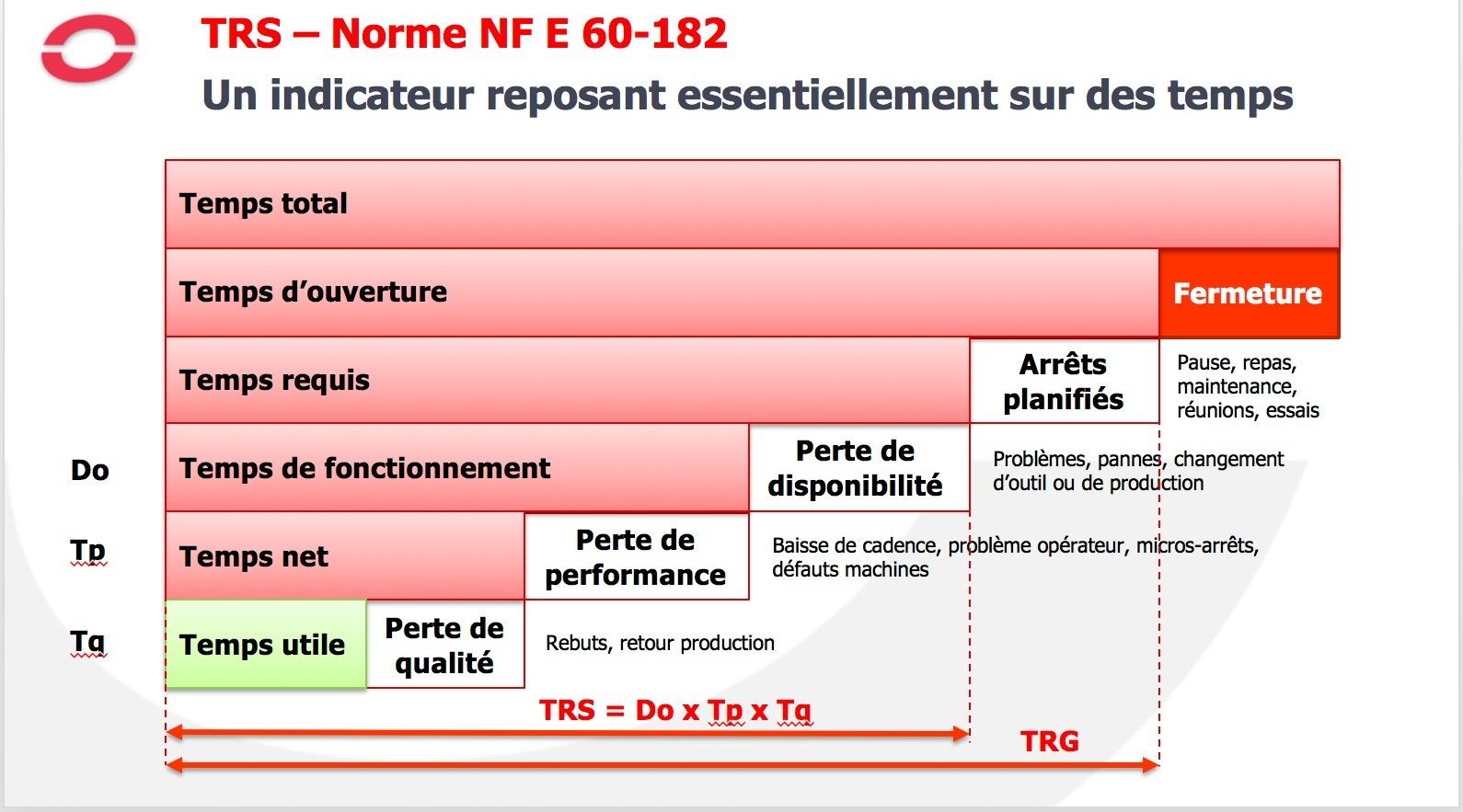
Le calcul du TRS repose sur la décomposition du temps total de vie d’un équipement ou d’une installation.
On distingue en premier lieu le temps d’ouverture, c’est à dire le temps pour lequel l’accès à l’équipement où à l’installation est possible. Le temps en quelque sorte perdu par rapport au temps total correspond à la fermeture de l’installation.
De ce temps d’ouverture, on devra aussi déduire les arrêts planifiés. Suivant les organisations de travail, il pourra s’agir des pauses, des repas, des arrêts pour la maintenance des équipements, des réunions, des essais, etc. On obtient ainsi ce que l’on appelle le temps requis.
Mais durant ce temps de fonctionnement, l’équipement ne produit pas nécessairement à da cadence nominale. Ce peut être le fait d’une baisse de cadence, de micro-arrêts ou de défauts machine, qui induisent une perte de performance. Le temps obtenu en les déduisant est le temps net. On peut calculer à ce niveau le taux de performance Tp, qui représente le temps net sur le temps de fonctionnement.
Enfin ce temps net n’est pas nécessairement consacré à la production de produits corrects. Un certain nombre de produits vont être mis au rebut ou retournés en production. Cette perte de qualité correspond à un temps qui peut être déduit du temps net. Le temps réellement consacré à la production de produits bons est appelé temps utile. Un troisième taux peut être calculé à ce niveau, le taux de qualité Tq, qui représente le temps utile sur le temps net.
Le taux de rendement synthétique TRS se calcule comme le produit de ces trois derniers taux, disponibilité opérationnelle x taux de performance x taux de qualité. Il représente également le temps utile sur le temps requis.
En plus des informations qui affectent la production au sein du temps requis, c’est à dire du temps réellement maîtrisé par les équipes de production, les exploitants souhaitent souvent connaître l’impact des arrêts planifiés de production, et donc calculer le ratio entre le temps utile et le temps d’ouverture total. Ce ratio est le TRG, pour taux de rendement global. Dans la pratique, il est souvent calculé en même temps que le TRS et il arrive même assez souvent que ce que l’on appelle TRS soit en fait le TRG.
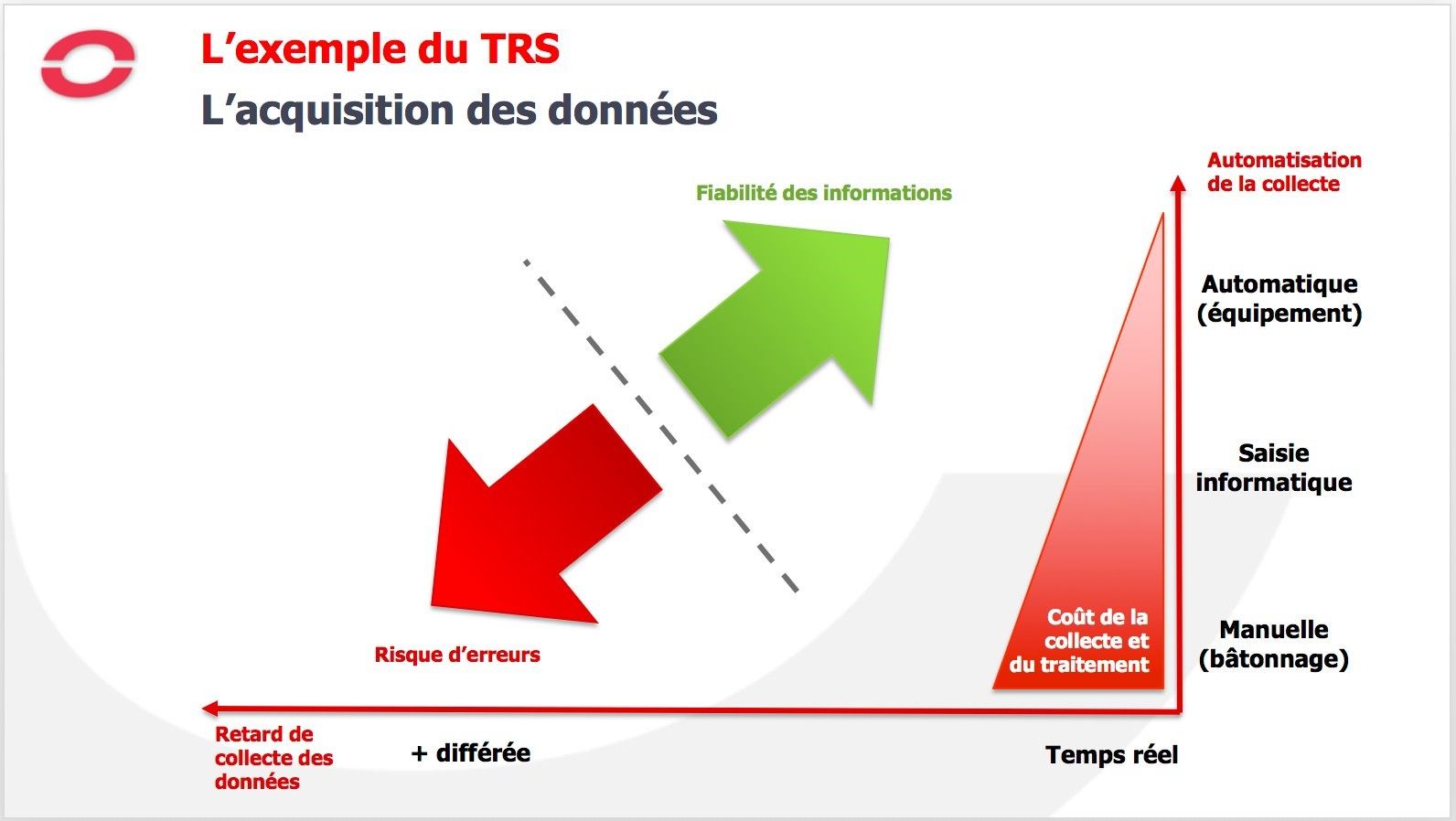
On peut acquérir les données de différentes façons. Dans l’exemple du TRS, ce sont principalement des temps qui sont à prendre en compte, et ils peuvent être acquis de façon plus ou moins automatisée. C’est ce que nous représenterons sur un premier axe : l’axe d’automatisation de la collecte. La collecte peut consister en une saisie purement manuelle sur des fiches, qui va parfois consister à noircir des cases, ce que l’on appelle le bâtonnage, en une saisie informatique, ou à l’acquisition directe d’informations au niveau des automatismes. Il est rare que toutes les informations soient acquises de la même façon. Par exemple, le temps d’un arrêt sera comptabilisé directement par dialogue avec les automatismes mais son identification sera réalisée par saisie informatique. L’acquisition des informations sera donc plus ou moins automatisée, ce que reflète cet axe.
Si l’on s’intéresse au coût de la collecte et du traitement, on s’aperçoit qu’une saisie purement manuelle est la plus coûteuse, car elle nécessite une première saisie papier, puis une ressaisie sur Excel ou un autre outil qui va permettre le calcul. De son côté, la saisie informatique est évidemment plus coûteuse en temps homme qu’une acquisition directe au niveau des automatismes, qui n’en consomme aucun. Le coût de collecte augmente donc le long de l’axe d’automatisation de la collecte comme le montre la figure.
Les charges de collecte des informations sont d’autant plus importantes à prendre en compte qu’elles pèsent essentiellement sur les opérateurs, dont les temps de réalisation des opérations de production sont généralement serrés. Ils risquent donc d’avoir du mal à prendre en compte de nouvelles charges, et il ne faudrait pas aboutir à ce paradoxe que l’analyse de la performance ait pour principal effet de la faire baisser !
Par ailleurs, calculer un indicateur c’est bien. Qu’il soit juste c’est mieux ! Si la saisie des informations n’est pas effectuée en temps réel, la collecte des informations sera différée. C’est ce que nous représentons sur un second axe qui est celui du retard de collecte des données.
Plus grande sera la proportion des informations acquises manuellement et plus ces données vont être collectées avec retard par rapport au moment où les événements se sont produits, plus le risque d’erreur, par erreur de saisie ou oubli (combien de temps avait exactement duré cet arrêt de bourrage ?) sera élevé. A l’inverse, une acquisition des données en temps réel, essentiellement automatisée augmente la fiabilité des informations.
Nous voyons donc que tant la recherche d’obtention d’indicateurs fiables que la réduction des coûts de collecte militent pour l’acquisition de données en temps réel avec une connexion directe aux équipements.
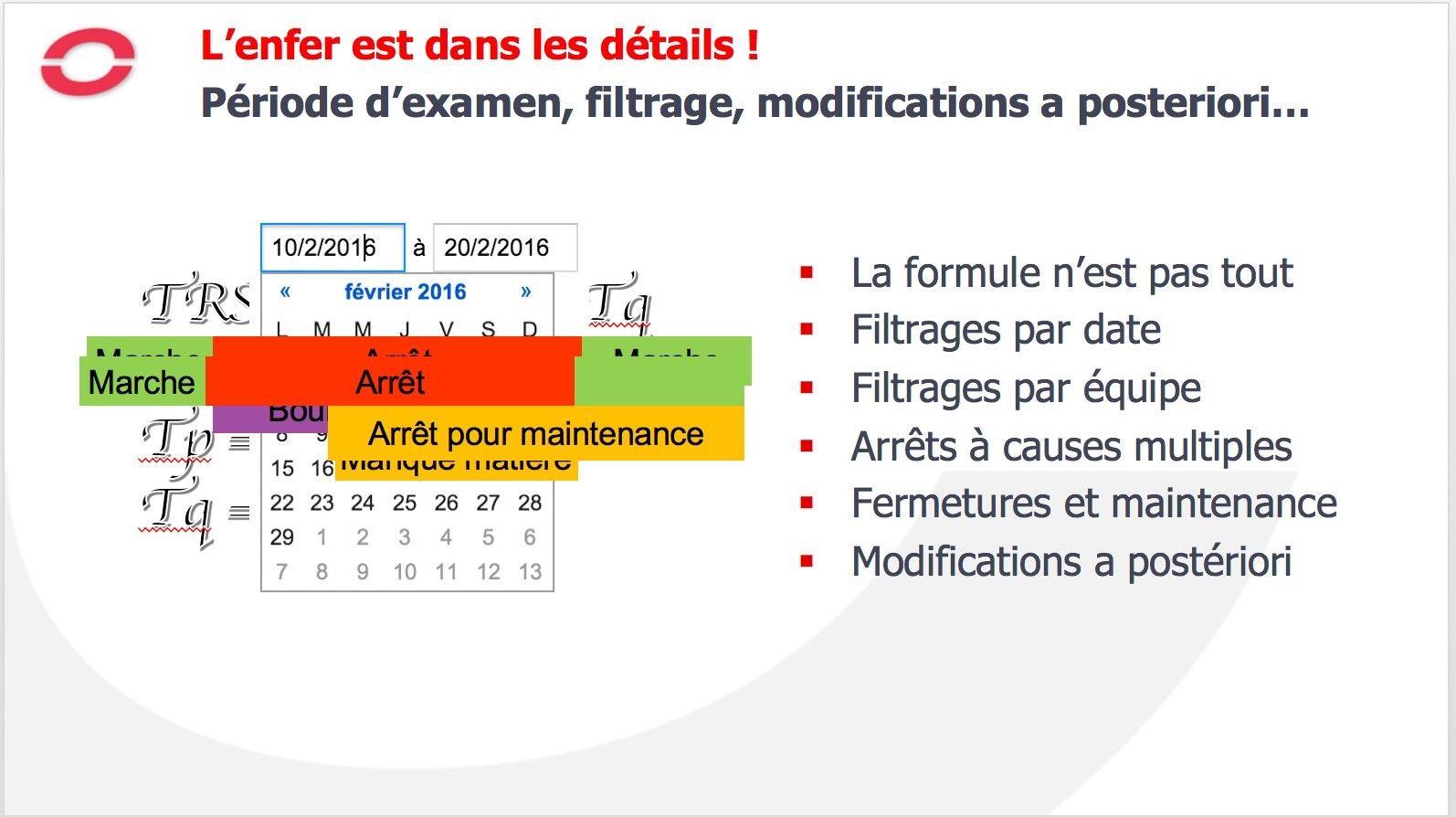
Une fois les données acquises de manière fiable, il reste encore à calculer les indicateurs. Là, nous allons voir que, en exagérant un peu, « l’enfer est dans les détails ».
Généralement, on va se focaliser sur les formules de calcul, plus ou moins complexes. En réalité, ce n’est pas vraiment le problème : bien explicitée, une formule peut être facilement transcrite en code informatique. Les vraies difficultés viennent d’ailleurs.
Tout d’abord, mesurer le TRS en instantané, ou sur la dernière demi-heure, est intéressant, mais vous allez être rapidement amenés à le comparer à celui de la veille, ou du mois précédent. Pour cela, il vous faut disposer d’un filtrage par date souple, et facile à utiliser pour l’exploitant.
Une approche similaire est l’approche par équipe, qui va permettre de comparer les performances de deux équipes différentes sur une même ligne.
Dans les problèmes un peu plus délicats, on va trouver les arrêts à causes multiples. Par exemple, un bourrage survient, puis la machine cesse d’être alimentée en amont. Sous quelle cause va être comptabilisé l’arrêt. Il est facile de voir que si ce type d’arbitrage n’est pas fait correctement, on risque d’attribuer l’arrêt à une mauvaise cause, et de travailler à la réduire sans succès. On peut imaginer des priorités entre les arrêts, mais ce n’est pas forcément la meilleure solution, car on perd une partie de l’information.
Un problème similaire est celui des fermetures d’installation, ou des arrêts pour maintenance, qui peuvent survenir alors qu’une cause de défaut est active. Là encore, l’affectation correcte des temps est essentielle.
Pour toutes ces raisons, le responsable d’exploitation devra souvent être à même d’effectuer des modifications a postériori de certaines informations pour les corriger. Au minimum il devra être capable de modifier des causes d’arrêt ou de rebut, mais dans certains cas également des temps.
Une autre clé pour une analyse de performance efficace est de ne pas la restreindre à un périmètre trop réduit.
Souvent, le calcul du TRS est mis en place sur une machine particulière, dont le débit conditionne en première approche celui de la ligne.
C’est le cas par exemple des machines de conditionnement, situées en bout de ligne. Il est vrai que ces machines sont généralement coûteuses, et que tout point de productivité perdu au niveau de ces machines a un coût élevé.
Mais on peut aussi perdre de la productivité au niveau d’une machine de conditionnement parce qu’elle est insuffisamment alimentée, tout simplement parce qu’une ligne de production est un système interdépendant. Il est alors essentiel que le TRS et son analyse soient faits au niveau de chaque machine de la ligne.
Ne pas réduire trop le périmètre d’analyse, c’est aussi ne pas se limiter au TRS, qui va s’attacher en partie au personnel mais surtout aux équipements. La performance est aussi à rechercher dans la réduction des pertes matières, qui peuvent engendrer d’importantes pertes de marge, et aussi dans une meilleure gestion de l’énergie consommée.
Dans ces domaines, il y a moins d’indicateurs standardisés comme le TRS. Tout cela va immanquablement vous conduire à définir vos propres KPI (indicateurs clés de production), et vous devrez disposer pour cela d’un véritable système MES qui vous permettra de le faire.
Enfin, quel que soient les indicateurs que vous aurez choisis et définis, vous devrez être capable de les faire évoluer et d’en définir de nouveaux, pour vous placer dans la démarche d’amélioration continue dont nous avons parlé en introduction.
Résumons ce que nous avons vu lors de cette présentation.
Tout d’abord il est clair que le TRS est d’un apport considérable pour toute entreprise qui souhaite mesurer et améliorer sa performance. La clé de son succès est sa relative simplicité et son universalité.
Nous avons vu ensuite qu’une acquisition en temps réel des données était la clé à la fois de leur fiabilité, et d’une perturbation minimale des opérateurs.
Pour autant, simple ne veut pas dire simpliste. Pour tirer parti des mesures effectuées, il faut disposer d’un outil qui permette de les analyser finement.
Nous avons vu également que l’analyse de performance ne devait pas se contenter d’une analyse ponctuelle, avec un seul indicateur, mais devait définir d’autres indicateurs clé de production.
Tout ceci peut se résumer dans la nécessité de disposer d’un véritable système MES qui permettra la mise en place d’une démarche d’amélioration continue.